以下是:20cr法兰毛坯支持定做的产品参数
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
|---|
| 产地 | 聊城 |
|---|
| 规格 | 齐全 |
|---|
| 颜色 | 黑色金属 |
|---|
20cr法兰毛坯支持定做,广东省汕尾市搏远金属制品有限公司为您提供20cr法兰毛坯支持定做,联系人:季先生,电话:18563543833、18563543833,QQ:364354310,请联系广东省汕尾市搏远金属制品有限公司,发货地:聊城山东省聊城经济技术开发区蒋官屯办事处季海工业园发货到汕尾。 广东省,汕尾市 汕尾市,广东省辖地级市,位于广东省东南部沿海,莲花山南麓,珠江三角洲东岸,与台湾省一水之隔,总面积4865.05平方千米。大陆沿海岸线长455.2千米,占全省岸线长度的11.1%。大陆架内(即200米水深以内)海域面积2.39万平方千米,相当于陆地面积的4.5倍。汕尾市的都市区部分位于2021年广东省“十四五”规划重新划定的“深圳都市圈”范围。截至2022年末,汕尾市常住人口268.26万人。
为了让您更全面地了解我们的20cr法兰毛坯支持定做,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:20cr法兰毛坯支持定做的图文介绍


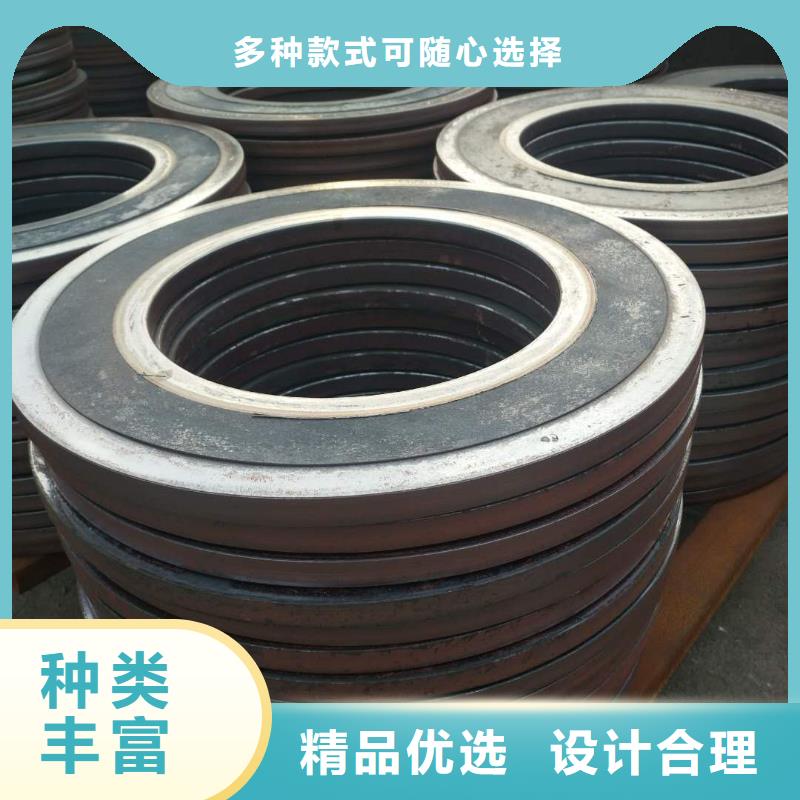
.国标法兰英文(National standardflange)是指按中华人民共和国国家标准《GB/T 9112~9124-2010钢制管法兰》的规定生产的法兰片。
国标法兰标准由中华人民共和国国家质量监督检验检疫总局和中国国家标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的推荐性标准。
GB/T 9112~9124-2010一共包括了以下13项标准:
代替了国标GB/T9112-2000;GB/T10745-1989标准
GB/T 9112-2010 钢制管法兰 类型与参数
GB/T 9113-2010 整体钢制管法兰
GB/T 9114-2010 带颈螺纹钢制管法兰
GB/T 9115-2010 对焊钢制管法兰
GB/T 9116-2010 带颈平焊钢制管法兰
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰
GB/T 9121-2010 平焊环板式松套钢制管法兰
GB/T 9122-2010 翻边环板式松套钢制管法兰
GB/T 9123-2010 钢制管法兰盖
GB/T 9124-2010 钢制管法兰
国标法兰的另一层意思为:按照国家标准要求的尺寸、公差范围等生产的法兰盘,区别于不按标准尺寸生产的法兰片也称二标法兰(有人叫非标法兰是不正确的),通常一些无良商家会减少法兰盘厚度、外径两项尺寸来达到节省材料的目的,还有用废旧钢材或边角料钢材加工法兰,通常这种钢材是化学成分和力学性能不达标的废料,更有甚者用黑钢厂私炼钢生产法兰,这种私炼钢使用的炼钢技术陈旧无法保证力学性能和焊接性能,使用时有可能无法和钢管焊接,或者钢材本身有裂缝、气孔等焊接上去后也会漏水。所以购买法兰盘时尽量选用国标法兰。如果资金有限选择二标法兰的情况下一定要仔细观察并测量法兰尺寸以免上当。



以客户为中心,坚持更快、更好与更低价的 异性件厂家服务目标
从 异性件厂家打样到大货生产交付全程跟进,让客户随时掌握 异性件厂家订单信息
7*24小时 异性件厂家客户服务专线,客户的满意是我们不懈的追求


.山东搏远金属制品有限公司专业生产国标、非标、美标、德标、日标、大标、二标法兰盘、法兰盲板、法兰毛坯、冲压件、挤压件、印刷制版堵头,制版版辊堵头,凹印制版堵头。本厂建立于2000年,员工50人,技术人员5名,设备 :400T12台,250T20台,160T15台,100T25台,车床10台,钻床50台。冲压厚度10mm、12mm、14mm、16mm、18mm、20mm、22mm,24mm25mm,30mm。冲压直径:100mm-800mm,材质为:碳钢,Q235B,20#,45#,16MN。生产厂家的优势让我们更有竞争力。质量,打造产品。诚打造长期合作伙伴。可以依据各种标准生产各种形式的法兰盘,并可以根据客户图纸要求制作,满足客户的个性化需求。我们拥有坚实得技术力量、先进的生产工艺、完备的质量检验和可靠地售后服务及优秀的企业誉。发货及时,型号:14*100 14*120 14*130 14*140 14*135 14*145 14*148 14*150 14*155 14*160 14*165 14*168 14*170 14*175 14*180 14*185 14*190 14*200 14*195 14*205 14*210 14*215 14*220 14*215 14*220 14*225 14*230 14*235 14*240 14*245 14*250 14*255 14*265 14*280 14*285 14*290 14*295 14*300 14*305 14*310 14*315 14*320 14*325 14*330 14*335 14*340 14*345 14*350 14*355 14*360 14*365 14*370 14*380 14*390 等等,厚度有10mm 12mm 16mm 18mm 20mm 22mm 24mm 28mm 30mm
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰GB/T 9121-2010 平焊环板式松套钢制管法兰 直径型号是一样的。碳钢法兰毛坯_主要产品,板式平焊法兰_不锈钢对焊法兰_美标带颈平焊法兰等,拥有专业技术团队,可根据客户特殊要求定制生产,满足客户特殊需求,欢迎来电咨询。



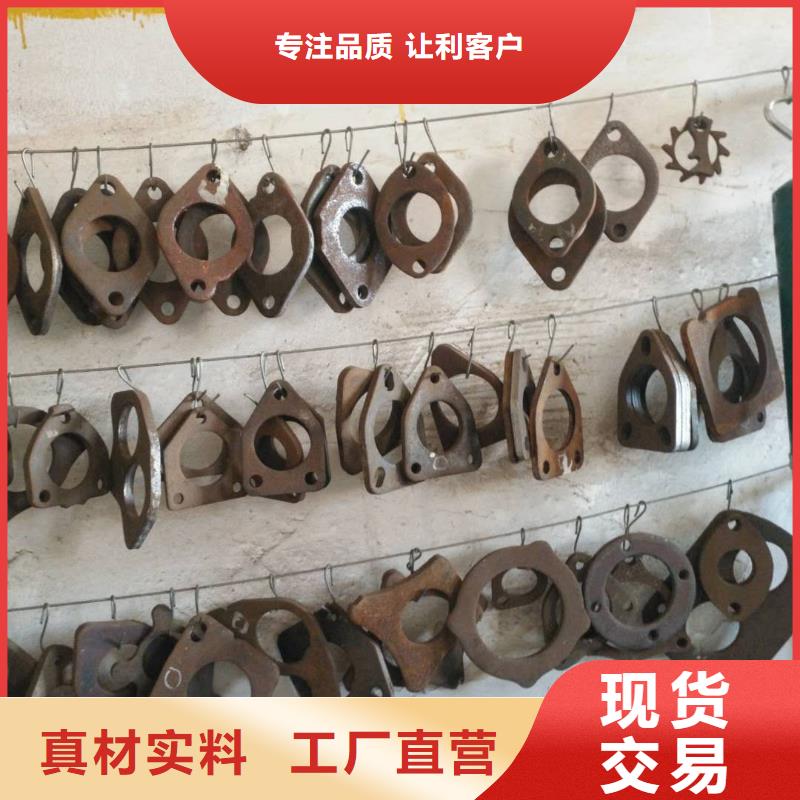
20 法兰盖也称为盲板或盲法兰,属于国标法兰标准体系。盲板法兰的中间是实的,四周是螺栓孔,外观就像一个铁盖子,故又叫做法兰盖,不锈钢材质的就叫不锈钢法兰盖。盲板法兰可以是平面也可以是突面、凹凸面、榫槽面、环连接面,但不像对焊法兰似的有个脖子(什么是对焊法兰),总之,盲板法兰目的就是为了堵住管道口,是管内物质不致溢出,一般用在供水支管末端。还有就是临时部分管段要先行试压时用到临时封锁用的,有的直接加阀门,有的是原先的管道现在不用了,就用盲法兰盲死。 承插法兰简称为(SW法兰),承插法兰的基本形状与带颈平焊法兰相同,即在法兰的内孔上开有一段承孔,管子插入承孔内焊住,在法兰背面焊一圈焊缝,由于承插法兰与曹子间存在空隙,易产生腐蚀,若里面再焊一道缝就可避免这种腐蚀。内外两面焊接的承插法兰,其疲劳强度比平焊法兰大5%而静强度相同。使用这种承插法兰时,其内径需一与管子内径一致。承插法兰仅适用于公称通径150以下口径的管道上。



24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉第一、质量第一、用户第一”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——最大切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,最优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对最优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,最大切割速度受到气体射流速度的限制。
20cr法兰毛坯支持定做,广东省汕尾市搏远金属制品有限公司为您提供20cr法兰毛坯支持定做的最新资讯,联系人:季先生,电话:18563543833、18563543833,QQ:364354310,发货地:山东省聊城经济技术开发区蒋官屯办事处季海工业园。
![[汕尾]搏远金属制品有限公司名片](http://ypmimg.sys00.com/UploadImg/444/new_card.jpg "[汕尾]搏远金属制品有限公司名片")